





























先前百佳泰团队曾带您深入认识SMT产线的实际案例,针对SMT的常见问题我们能有效进行检查测试,解决不良状况,但在产线制程中,更重要的便是进行质量控管,制程的合格率高并不意味着制程的QCD(Quality, Cost, and Delivery)控制得好,只有制程的直通率高才显示出QCD控制得好,在本文中将让各位读者认知到直通率的重要性,以及百佳泰在SMT质量管理中如何采取高效的管理体系。
什么是直通率?
直通率(First Pass Yield, FPY)是衡量生产线出产质量水平的一项指针,用以描述生产质量、工作质量或测试质量的某种状况。从第一道工程投入开始,到最后一步骤完成品产出为止,一次性通过所有工作程序的良品率。也有人称为「一次性通过率」或者「一次性合格率」。
计算公式:直通率=(一次性通过良品数÷投入总数)×100%
合格率
由于在生产在线每一道工都可能产生缺陷,部分瑕疵可以透过改良重制而合格,因此最终的合格率不能准确反映中间重工所造成的损失。
计算公式:合格率=(最终良品数÷投入总数)×100%
BGA的REWORK示意图
SMD的REWORK
从原料到成品,期间要经过许多工作程序,在制造生产途中,有不少半成品和成品会因为人为或加工不良,而无法按照正常的流程进行,有的要停下修理,甚至报废处理。若管理人员为了避免合格率过低,可能会在报告中采取修改的不良数据,甚至不惜造假,掩盖真相。
对于需要多工程进行连续加工的产品,其质量好坏,传统做法是以合格率来评鉴,而合格率通常以最后一道检查程序的良品数来计算,就算其他流程有不良品,只要修理好并在最后一关检查通过,一般便视其为良品。因此合格率的统计方式存在局限性,即使最终合格率是100%,也不意味着加工过程中没有不良发生。
按照下表举例说明:
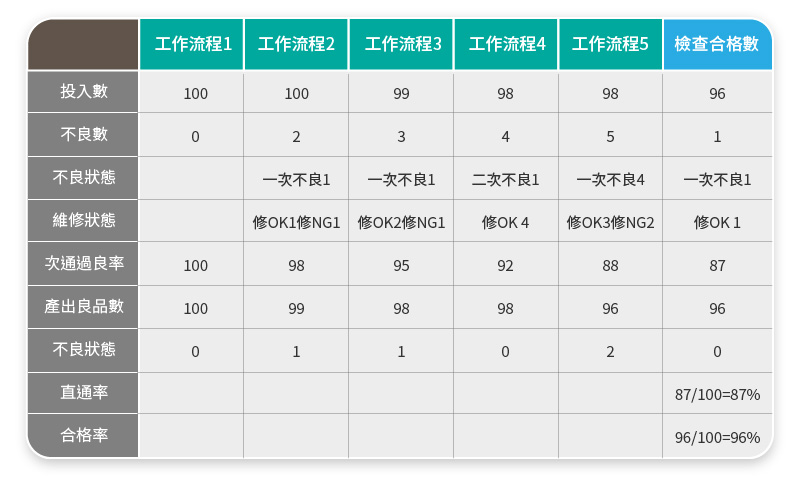
一次不良指的是第一次在此流程出现的不良;二次不良指的是同一产品在前一程序已经出现一次不良,到了下一程序又出现一次不良,累计达两次以上。
从表中数据上可知,产品的直通率=87%,合格率=96%。合格率和直通率在应用的时候,要注意下列几点:
直通率和合格率的差异之处
合格率即结果论,不理会中途变化。若在制造生产途中各流程发生不良,经过多次检修,最终检查合格,仍然按照良品计算,所以即便合格率很高,但工厂的修理人员却更忙碌,造成大量的材料与修理工时浪费。甚至在其他制作班次或者不同日的不良品经过最终修理OK后,也会计入良品总数或直接不记录,因而造成数据的差异。
直通率追求全过程合格,注重过程变化
- 产品或者在制品在前一流程因不良被挑出,经过修理变成良品,则在计算直通率时仍需扣除一次。
- 二次不良,计算直通率时只作一次计算。直通率是将前后流程视为一个整体,故相关数字也是一个整体。
以直通率计算后,就会明显体会到来自后面工程的压力,似乎时时有客户监督,若是频繁修理,不仅自己的直通率往下掉,别人的直通率也上不去,后端工程肯定有意见,唯有每一单独个体配合,才能换来最高的直通率。
合格率将前后流程视为单独个体,相互独立故相关数据并不连为一体
前端工程哪怕天天修理,只要按时修好并至下一段流程即可接受,且最终合格率仍能不错。但也因而造成各流程阶段人员步调易有落差,流水线效率低落的现象.
百佳泰的SMT质量管理,拥有一套非常完善的质量管理体系,无论是质量检验阶段还是质量控制阶段,我们的专业人员都会进行严格把关;其次从产品生产到出货,谨慎统计并分析,落实质量改善、制定标准,从而提高产品质量,满足客户需求,更为客户提高良率创造效益,若您有相关服务需求或疑问,欢迎与我们联系。
百佳泰的SMT质量管理特点:
1.善于发现问题,完成日常质量检验、质量监控,并协助客户提高核查技巧
2.站在客户盈利的角度,协助其提升质量、降低成本,而非仅验货和退货
3.站在工厂生产顺畅和精益的角度,监控生产的各输入条件是否正常,而不只是过程的抽样检验和判断是否合格
4.从产品设计到制程特点进行有针对性、有重点的控制质量,而非盲目扩大检验力度
5.从产品的整体质量情况掌控,测量、监控、分析、到进行整体规划与运作,输入质量保证、质量控制、质量改进等概念、方法及流程,将抽象概念性的「质量」转化为实实在在的产品质量
